聚研精机 | 关于气缸体缸孔珩磨支承率的保证
来源:未知 / 作者:admin / 发布日期:2021-10-19 09:21
聚研精机提供珩磨机、立式珩磨机、数控珩磨机、珩磨杆、铰珩机、珩铰机、金刚石工具、烧结金刚石工具、电镀金刚石工具等。
为了降低油耗,提升发动机性能,新型发动机对缸孔表面支承率等表面质量的要求越来越高。为保证质量,缸孔精珩磨工艺也不断地改进和提升,在生产中通常采用数控珩磨机和金刚石珩磨条的三次珩(平顶珩)工艺。支承率是缸孔珩磨表面质量中最难以保证的,如何较好地保证支承率,成为缸孔质量保证的关键,也是珩磨技术研究的重要课题。

支承率的定义
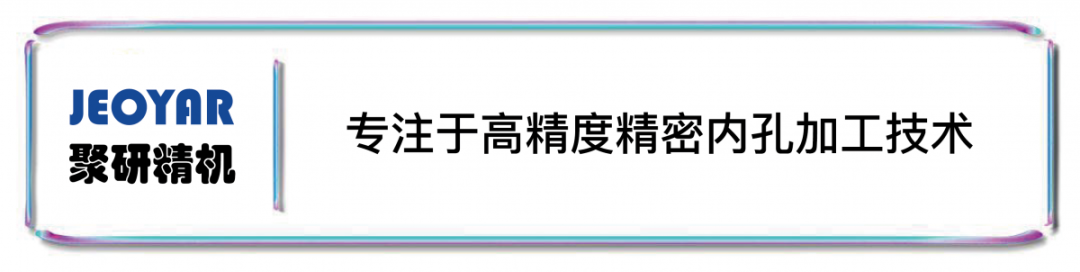
发动机缸孔表面质量要求通常有支承率、粗糙度(R、AR和Rmax)、波纹度(W)、网纹角和片状石墨开口率等。其中,支承率是比一般粗糙度指标要求更为严格的表面质量指标。在我公司,对于支承率指标需要进行能力值CES测定,必须确保CES合格。支承率指标通常由3项组成:磨合规范CR、运行规范CF和润滑规范CL。通常,磨合规范CR要求,0≤(Y1%-Y2%)≤0.6μm;运行规范CF 要求,0.5μm≤(Y2%-Y80%)≤1.8μm;润滑规范CL要求,0.4μm≤(Y80%-Y97%)≤1.4μm。图1所示为支承率指标的组成及测量位置。
支承率定义的解释如下:
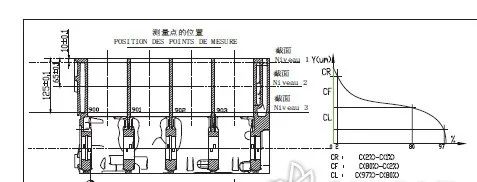
1. 粗糙度轮廓线如图2所示,支承长度Lci;支承长度率Tp = 截线支承长度之和(∑Lci) / 评定长度L。
2.磨合规范CR要求0≤(Y1%-Y2%)≤0.6μm,即Tp=1%的截线和Tp=2%的截线距离在0~0.6μm之间。
3. 运行规范CF要求0.5μm≤(Y2%-Y80%)≤1.8μm,即Tp=2%的截线和Tp=80%的截线距离在0.5~1.8μm之间。
4. 润滑规范CL要求 0.4μm≤(Y80%-Y97%)≤1.4μm,即Tp=80%的截线和Tp=97%的截线距离在0.4~1.4μm之间。
随着发动机技术的发展,新型发动机对支承率各规范值的控制范围更为严格。
三次珩磨工艺简介
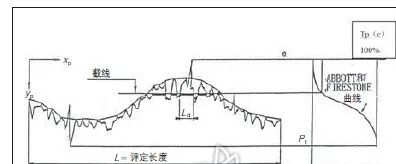
对于前面举例的支承率要求,成熟的工艺为三次珩磨,即:粗珩、精珩和平顶珩,用三种珩磨条分三次进行珩磨。具体方法为:一个工位为粗珩,用于快速的磨削,减少精珩余量,保证精珩前的质量;一个工位通常为精珩和平顶珩,采用两套膨胀系统,双膨胀机构珩磨头。珩磨头结构如图3所示。精珩用磨料粒度较细的珩磨条,膨胀机构为机械式伺服电动机驱动,平顶珩用磨料粒度更细的珩磨条,控制珩磨力和时间以保证珩磨质量。精珩和平顶珩通常复合在同一个珩磨头上,能更好地保证珩磨表面质量,降低设备投资成本。
多次珩磨作用的工艺试验及探讨
由于支承率的要求并不是特别高,为降低成本,我们进行了工艺优化实验,尝试用二次珩磨取代三次精珩,看工件表面质量是否能达到设计要求。
1.金刚石珩磨条精珩试验
试验方案:粗、精珩都采用金刚石珩磨条,计划通过优化精珩磨条(金刚石粒度、粘合剂配方等)和加工参数达到珩磨质量要求。
(1)优选珩磨条金刚石粒度。初选D40、D45和D50粒度的珩磨条进行试验发现,D40珩磨条金刚石粒度偏细,珩磨后润滑规范超下差;D50珩磨条金刚石粒度偏粗,珩磨后运行规范超上差,除支承率外,其余表面质量项目都合格。于是,我们决定采用D45粒度的金刚石珩磨条进行优化试验。
(2)D45珩磨条配方的优化。采用D45粒度,选用不同粘合剂和硬度的5种组合进行优化试验,希望能得到既保证质量又保证磨削效率的珩磨条。但试验的实际效果并不理想,要么与D40的珩磨效果一样,润滑规范不合格;要么与D50的珩磨效果一样,运行规范不合格,很难稳定地达到想要的中间效果。调整加工参数后,效果改善十分有限。实践证明,一次精珩要兼顾标准规定的运行规范和润滑规范实在太困难,因此只好放弃D45珩磨条优化试验。
(3)珩磨参数优化试验。采用D50珩磨条,通过调整膨胀力和速度得到的支承率值变化较小;大幅更改延时参数(精珩磨到尺寸后停止膨胀、继续珩磨的时间),由300sm加大到3s,运行规范有较大改进。但因运行规范结果本来比较大,在延时修磨过程中,珩磨条对缸孔壁珩磨压力的变化较大,造成珩磨条修磨高点(平顶)的效果不稳定,散差较大,效果时好时坏,存在超差情况,难以保证零件全部合格。在具备三次珩功能的珩磨机上,用第二次的珩磨条(精珩磨条)进行第三次珩磨(平顶珩),达到了规范要求的支承率,但运行规范CF值偏大。但当支承率值要求更严格时,该方法就难以保证了,必须用更细粒度的平顶珩珩磨条。
2.珩磨次数的作用及其对质量的影响
通过以上试验,可以得出二次珩磨(粗、精珩)和三次精珩磨表面质量差异很大,需根据产品对支承率的要求进行选择。珩磨次数对于珩磨工艺的设计是一个关键参数,为保证质量和效率,适当的多次珩磨是必须的。
一次珩(粗珩)是不可少的,粗珩磨料粒度粗且效率高,主要用于高效磨除大部分珩磨余量,消除精镗尺寸及形状误差对精珩的影响,为精珩作准备,保证为精珩提供稳定的、均匀的加工余量;修整圆度、圆柱度,使精珩质量和节拍稳定,提高珩磨效率。精珩余量通常在0.015mm以上(直径)。精珩余量过小,会出现残留粗珩痕迹,质量不稳定;余量过大,加工时间长,影响节拍。
二次珩(精珩)分两组参数加工,第一组参数适用于半精珩,较高膨胀速度磨削,提高圆度、圆柱度质量,给第二组参数精珩提供更均匀、稳定的珩磨余量。第二组参数适用于精珩,是保证珩磨质量的关键。当二次珩能达到质量要求时,就没有必要再进行三次珩;如果二次珩(精珩)不能稳定得达到表面质量要求,就必须进行三次珩。
三次珩(平顶珩),珩磨条磨料粒度更细,属于微量加工,主要改善表面质量,对尺寸影响甚微,可以忽略不计。通常控制珩磨力、珩磨时间或珩磨次数等参数来进行加工。第三次珩磨不能过度,只需起到修平顶的作用,否则就失去了三次珩的意义,反而会造成支承率值的不稳定。
只要选择好珩磨条,并控制好珩磨参数,三次珩就能达到珩磨质量要求。目前缸孔的表面质量要求,采用 4次珩的必要性不大。
珩磨表面支承率形成机理的探讨
通过珩磨试验和工艺参数调整的试验,研究珩磨支承率的磨合规范、运行规范和润滑规范的加工形成机理,来探讨其质量保证方法。
1.润滑规范CL
润滑规范CL要求0.4μm≤(Y80%-Y97%)≤1.4μm,是控制珩磨纹沟槽底部支承率的参数,主要由二次珩的精珩珩磨条磨粒切削形成。精珩珩磨条磨料的粒度、配方对其影响最大,零件的材质、加工参数对其也有一定的影响,但相对较小。
如果粗珩给精珩留的余量较小或粗珩的形状误差很大,导致粗珩的沟槽残留在成品表面,那么粗珩就会影响到CL的结果,造成表面质量的不稳定或不均匀。正常情况下,粗珩的作用就是修整形状误差,给精珩做准备,留合适的、足够的精珩余量,以不影响精珩节拍和表面质量为目标。
2.运行规范CF
运行规范CF要求0.5μm≤(Y2%-Y80%)≤1.8μm,是由二次珩和三次珩(平顶珩)共同来保证的。如果仅由二次珩保证,就如同前面进行的珩磨试验,保证质量很困难,难以兼顾润滑规范要求。在研究过程中,对几个运行规范CF达到2~2.5μm的超差零件,进行了改善试验:用30um抛光带轻轻皴零件表面,相当于平顶珩,略修平高点,然后进行测量,运行规范CF达到0.7um,润滑规范CL没有变化,说明二次珩和三次珩(平顶珩)的有效结合是保证运行规范CF的关键。
3.磨合规范CR
磨合规范CR 要求0≤(Y1%-Y2%)≤0.6μm,是要求珩磨面没有较高的凸起。磨合规范CR与珩磨条的粒度关系很大,只要磨料粒度小于D50,基本能保证磨合规范。当然,磨合规范的值越小,要求磨料的粒度就越小。
珩磨条对珩磨质量、效率的影响
试验研究表明,珩磨条对珩磨的质量、效率和寿命的影响都非常大。珩磨条的配方是保证珩磨表面质量的关键。
磨料粒度对珩磨表面质量影响最为显著,对支承率,粗糙度R、AR和Rmax以及波纹度W、石墨开口率都有影响。粒度大的加工表面粗糙,但效率高,可用于粗珩;粒度小则反之。对于粗珩、精珩和平顶珩采用不同的、合适的磨料粒度,合适的切削参数,以保证质量和效率,可以通过试验加以优选。
硬度是由粘合剂配方保证的,金刚石珩磨条通过调整烧结的金属粘合剂的金属成分、配比来调整硬度,由珩磨条生产厂家根据珩磨试验结果来加以调整。硬度影响脱粒的快慢,对珩磨的影响仅次于粒度。硬度高,脱粒慢且寿命长,但磨钝的锋刃多,加工效率降低,支承率值小;硬度低则反之。
浓度是磨料和粘合剂的比例,对粗糙度AR、波纹度W及珩磨条寿命的影响很大,对效率等其他方面也有一定的影响,是珩磨条配方的一个重要参数。
珩磨参数的作用
珩磨试验研究和三次珩珩磨工艺的实践证明,珩磨参数对表面质量和效率有着很大的影响,其作用仅次于珩磨条。在确定珩磨次数和珩磨条后,珩磨参数的优化就是保证珩磨表面质量的关键。
1.余量分配
精珩磨余量分配影响质量和效率。精珩磨余量太小,前一工步有残留影响造成质量不稳或不合格,通常需要保证精珩磨余量大于0.012mm。在参数设定时,设定余量大于0.012mm,当低于设定值时设备出现报警,防止余量过小造成质量不合格。精珩第一组参数给第二组参数珩磨留的余量不能低于0.005mm,特别是在缸孔珩磨存在一定量变形时,第二组参数珩磨必须有均匀的、足够量的珩磨余量,否则有可能出现局部的网纹混乱和质量不均匀情况。综上可以得出如下结论:
(1)粗珩必须保证缸孔的圆柱度,不能有过大的锥度,避免精珩时因锥度造成余量不均匀,上下部分的支承率差异大,且表面质量不稳定。
(2)珩磨头本身的圆柱度非常重要,在设置珩磨参数时要关注珩磨头必须均匀磨损,否则就会产生圆柱度和支承率质量问题。
(3)精珩磨余量过大,珩磨时间长且效率低,会影响产能。
2.膨胀速度
膨胀速度是调整支承率值的主要珩磨参数。膨胀速度高,珩磨效率高,但粗糙度值变大,支承率CL、CF和CR值变大,珩磨力变大;速度低则反之。膨胀速度不能过大,过大有可能使珩磨力快速提高而设备不能及时反馈,出现珩磨头卡死,主轴不能转动。
3.珩磨力
珩磨力是限制膨胀的参数,当达到设定的珩磨力,膨胀停止,直到珩磨力降到设定的最低珩磨力,珩磨头才开始继续膨胀。珩磨力大,珩磨效率高、粗糙度值变大,支承率徝CL、CF和CR变大;珩磨力过大,会造成零件珩磨变形加大,圆度、圆柱度差,并影响石墨开口率降低;珩磨力低则反之。在生产中要关注整个加工过程中实际珩磨力的变化,如果珩磨过程中珩磨力很低,没有达到设定的珩磨力,此时为提高支承率值而提高珩磨力就失去了意义。
对于第三次珩磨(平顶珩),通常采用粒度很细的珩磨条,珩磨力越大,珩磨时间越长,第三次珩磨效果越凸出,支承率徝CF、CR变小,粗糙度R变小。特别要注意第三次珩磨珩磨力和珩磨时间不允许过大,不能通过第三次来降低CL 和AR,否则会造成质量的不稳定。CL 和AR必须由第二次珩磨来保证,珩磨质量才能稳定。
4.延时时间
延时时间是珩磨到尺寸后膨胀系统停止膨胀,珩磨继续进行光整加工的时间。延时时间长,光整加工时间加长,支承率有微量改变,CF、CR减小;延时时间短则反之。
5.主轴转速和往复速度
速度高、效率高,是提高效率的重要手段,对粗糙度也有影响,受设备和网纹角限制不能过高,所以精珩时基本固定不变,不能用来作为支承率和粗糙度的调整参数。
结语
珩磨次数、珩磨条和珩磨参数是保证珩磨表面质量的3个不同层次的关键因素,对支承率的保证起决定性作用。
珩磨次数最为重要,是珩磨质量、效率和成本的保证,是珩磨工艺需要根据产品要求确定的首要参数。珩磨条是仅次于珩磨次数的重要因素,它会严重影响珩磨质量、效率和成本。珩磨参数是较低层次的重要因素,当珩磨次数、珩磨条选择正确时,珩磨参数对质量起决定作用。在工艺设计和调试时,我们首先确定珩磨次数,再确定珩磨条,最后是优化参数。在日常解决支承率质量问题时,我们要首先优化珩磨参数,当难以解决问题时再考虑优化珩磨条。
聚研精机视频号开通啦
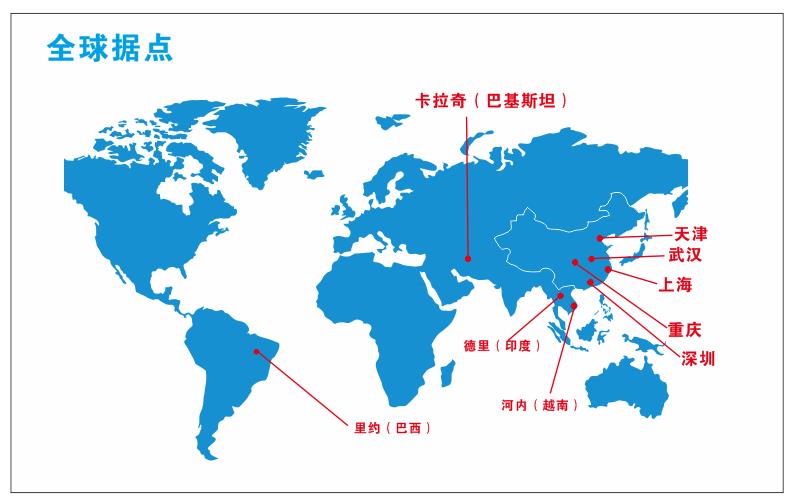
全球据点
重庆总部
研发中心:重庆市科学技术研究院
制造基地:邻水城南工业园二区渝邻大道100号
联系电话:023-60308386
+86-17723160057
版权所有: 聚研精机(重庆)智能装备有限公司 备案号:渝ICP备18014448号  渝公网安备 50019002501604号
渝公网安备 50019002501604号
关键字:珩磨机|立式珩磨机|数控珩磨机|铰珩机|珩铰机|单冲程珩磨机|珩磨头|珩磨杆|珩磨工装|珩磨工具|珩磨自动化
